



一、核心磨损机理与失效形式(精简核心)
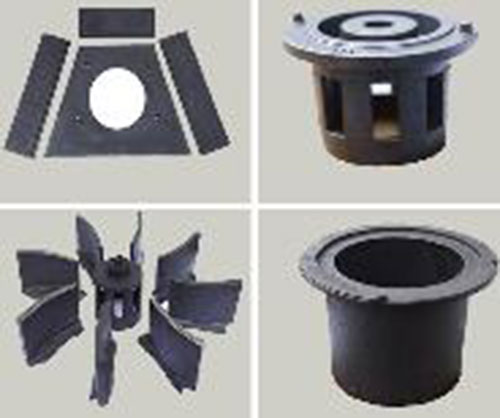
叶片:主失效为磨粒磨损(厚度减薄、表面粗糙),次要为冲击疲劳(蜂窝状蚀坑、裂纹)、局部偏磨(单侧磨损、扭曲),低材质叶片易出现剥落、掉块。
护板:主失效为正面冲击磨损(厚度减薄、密集凹坑),次要为边角冲刷磨损(边角变薄、穿孔)、疲劳剥落(片状脱落)及螺栓孔磨损(护板松动)。
二、叶片磨损量化判断标准(精准可测,杜绝经验误判)
(一)量化测量阈值(核心依据)
安全阈值:磨损量<原厚度20%,表面无裂纹、无变形,每周常规检查。
预警阈值:磨损量20%-30%,表面粗糙、边缘轻微倒角,每日检查,准备备件。
更换阈值(必须立即更换):磨损量≥30%;表面有任何裂纹、缺口、扭曲;同组叶片磨损差>2mm。
(二)辅助判断要点
外观:单侧偏磨、深沟槽、蜂窝状蚀坑需预警;边缘断裂、掉块需立即更换。
运行:抛丸器振动速度>4.5mm/s、异响明显,或抛丸效率下降20%以上,需检查叶片磨损。
三、护板磨损量化判断标准(分级管控,防止漏丸)
(一)抛丸器护板(顶护板、侧护板等)
安全阈值:磨损量<原厚度25%,无松动、无凹坑。
预警阈值:磨损量25%-35%,表面密集凹坑,每日检查。
更换阈值:磨损量≥35%;局部穿孔、裂纹;螺栓孔扩大、护板松动、搭接缝间隙>3mm。
(二)室体护板
安全阈值:磨损量<原厚度30%,无明显凹坑。
预警阈值:磨损量30%-40%,凹坑密集,每周检查。
更换阈值:磨损量≥40%(剩余厚度<3mm);边角磨损严重、漏丸、螺栓脱落。
四、基准更换周期(常规工况参考,动态调整)
(一)叶片
常规工况(铸件、钢结构除锈):400-600小时(2-3个月);
高强度工况(24小时连续、厚锈清理):200-300小时(1个月);
低负荷工况(间歇作业、轻除锈):600-800小时(3-4个月)。
(二)护板
抛丸器顶护板:600-800小时(3-4个月);
抛丸器侧护板、端护板:800-1200小时(4-6个月);
室体护板:1500-2000小时(8-12个月);
室体边角护板:1000-1500小时(5-8个月)。
五、影响磨损周期的关键因素(精简核心变量)
材质:高铬合金寿命是低铬/普通铸铁的2-3倍,优先选用Cr15-18%高铬材质;
工况:24小时连续运行、高硬度工件、大颗粒钢丸,会加速磨损;
维护:叶片动平衡失衡、护板螺栓松动、钢丸含杂质,会使磨损速度提升30%以上。
六、标准化更换操作要点(核心步骤,避免故障)
(一)叶片更换
停机断电,清理抛丸器内残留钢丸,挂“禁止合闸”标识;
必须成组更换全部叶片,确保材质、规格一致,同组厚度差≤1mm;
紧固螺栓,空载试运行5-10分钟,振动速度≤2.5mm/s方可负载作业。
(二)护板更换
停机清理室体钢丸,优先更换磨损最严重的顶护板、边角护板;
护板搭接方向与钢丸流向一致,间隙≤2mm,搭接宽度≥50mm;
用高强度螺栓紧固,加装防松垫圈,空载试机无漏丸、无异响即可运行。

七、预防性维护策略(精简高效,延长寿命)
分级检查:每日目视检查外观、振动;每周测量厚度、紧固螺栓;每月检测动平衡、筛选钢丸;
钢丸管理:选用优质钢丸,每周清理杂质,每月筛选碎丸,补充新丸5%-10%;
备件储备:常备1-2套叶片、1套护板,避免停机待料。
八、总结
